Potential coal fires and coal-induced explosions in a coal handling system pose serious safety concerns for any industry that is using pulverized coal.
Spontaneous combustion of coal in a coal handling system (coal conveyors, coal mills, coal silos, coal bunkers) has long been recognized as a fire hazard. Coal fires usually start in hotspots when coal absorbs oxygen from the air, heat generated by this process can then ignite a fire. Without a complete combustion, smouldering of fuel will produce large amounts of CO gas.
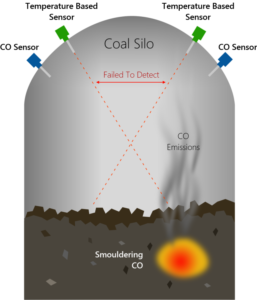
The early detection of coal fires is essential to prevent catastrophic damage to expensive plant and serious injury to personnel. It only takes 2 kilos of Pulverised Fuel (PF) to start a fire. Continuous measurement of CO levels in critical areas is a well proven method in detecting potentially dangerous coal fires at an early stage. In Silos, the smouldering coal may be below the surface of the coal pile, the CO permeating up through the column gives an indication much earlier than any temperature sensor, which is unable to read sub surface temperatures.
Sample Probe Filter
The CODEL sample probe has a very low cost replaceable sintered filter disc. This disc sits slightly back from the gas flow and utilises the abusive nature of the PF to self-clean the filter surface. For this reason, this is an extremely long-life component. This is an important benefit because removing the sample probe from a running mill can only be done when the mill is offline, a longer lifetime results in fewer interruptions to the operation of the mill.
Condensate Removal
Peristaltic pumps are notorious for high maintenance and often suffer from split tubes. To improve this the condensate drain is automated using solenoids. This reduces the maintenance to zero and removes a potentially unreliable component.
The choice between Electro Chemical (EC) and Infrared (IR)
Both of these measurement techniques are available, and both have benefits.
Electro Chemical Cell
The EC cell has a fundamentally different operating state compared to the IR. The EC cell is a modified micro fuel cell (essentially a battery). The gas diffuses over the sensor and a current is generated. This device has a limited lifespan as the materials inside are consumed by the measurement. The lifespan is dependent on the actual levels of gas being measured (higher readings equal shorter life). The target lifespan for a CODEL EC cell measuring 0-50 ppm is a realistic two years. As the sensor is consumed the output is reduced. For this reason, the EC cell needs to be recalibrated regularly. This will be more often if the client is measuring a very low (or zero) concentration of CO. The output voltage is zero at zero ppm CO, a dead cell is only detectable by the injection of CO gas. The lifetime of the cell can be maximised by controlling the temperature and humidity of the cell within its housing.
Infrared Absorption
The IR measurement assembly is a cross correlation device and is a heavy industrial unit. It is not a consumable and can be considered a lifetime component. It has a maximum transmission at zero ppm, hence the concern over dead cells does not apply here and the unit does not need calibrating quite so often. The IR measurement assembly has a much larger measuring range compared to any EC cell. Unlike IR an EC monitor will saturate quickly in the event of a fire and may not return to service for some time afterwards (over-range). Clients often wish to see the value which the CO reaches during the event, not just the fact that it has occurred.
CODEL offers a complete range of low maintenance Coal Mill monitors using EC and IR technology.
Rugged and robust in design, developed for easy installation and maintenance with the benefits of:
- Automated self-cleaning filter design
- Automated blockage check
- Temperature controlled Measurement Cell for maximum accuracy and long life
- Automated back-flushing of probe filter
- Automated sample flow rate check
For more information visit https://www.codel.co.uk/products/safety-performance/co-coalmill-millfire/